PE管材 規(guī)格、加工方法與管件全解析

聚乙烯(PE)管材因其優(yōu)異的耐腐蝕性、柔韌性、輕質(zhì)和長壽命,已成為給排水、燃氣輸送、農(nóng)業(yè)灌溉等領域的核心管材之一。本文將從其規(guī)格體系、主要加工方法以及配套管件三個方面進行系統(tǒng)闡述。
一、PE管材的規(guī)格體系
PE管材的規(guī)格主要由材料等級、公稱外徑、公稱壓力(或標準尺寸比SDR)以及壁厚四個關鍵參數(shù)定義。
- 材料等級:根據(jù)密度和分子結(jié)構,常用管材級PE分為PE63、PE80、PE100和PE100-RC等。等級越高,其長期靜液壓強度越大,意味著在相同壓力下可以使用更薄的管壁,或相同壁厚下可承受更高壓力。其中,PE100-RC具有卓越的耐慢速裂紋增長性能,適用于非開挖施工等苛刻環(huán)境。
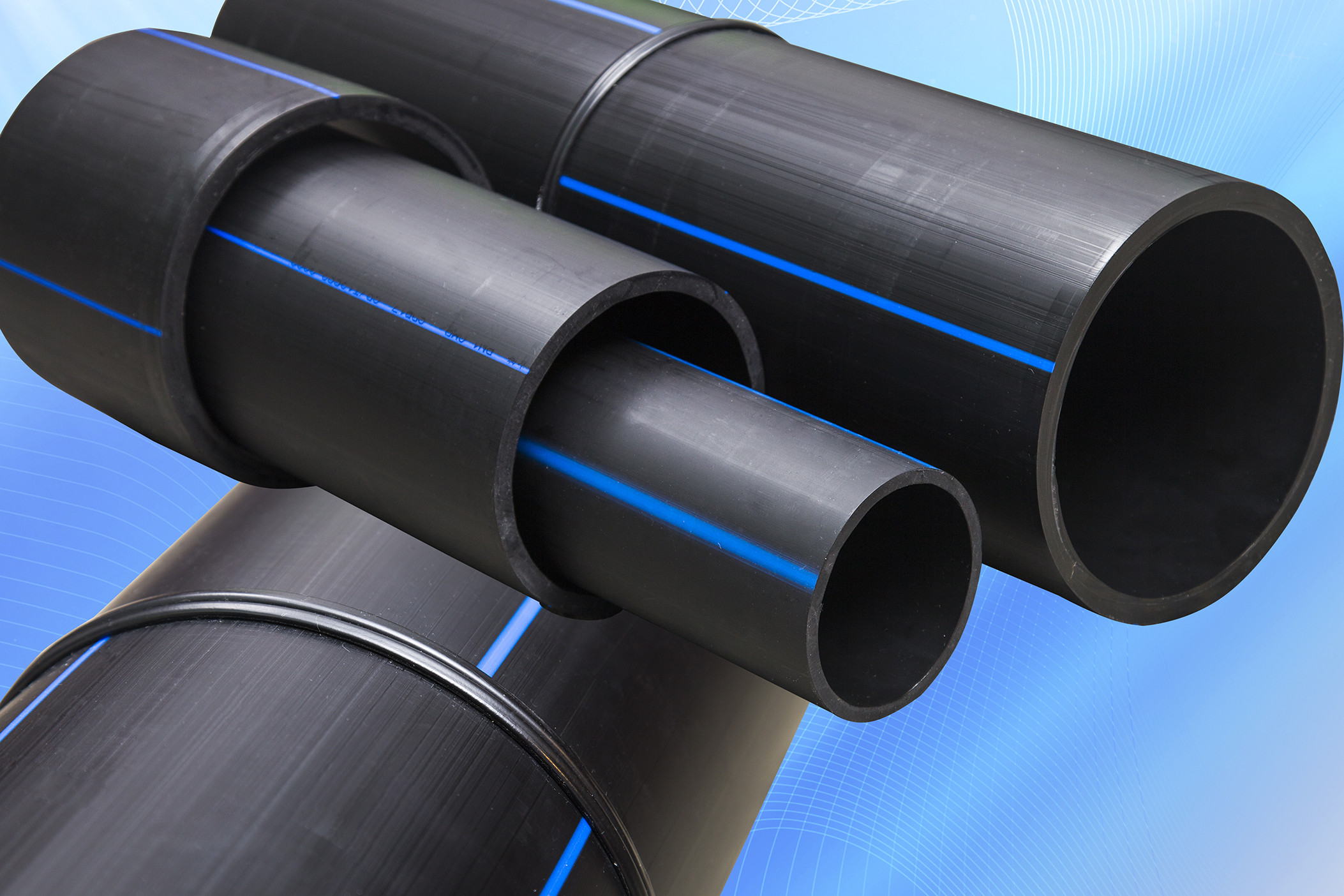
- 公稱外徑(dn):表示管材外徑的公稱尺寸,單位為毫米(mm)。常見規(guī)格從dn20(小型家裝)到dn1200(大型市政工程)甚至更大。
- 公稱壓力(PN)與標準尺寸比(SDR):
- 公稱壓力(PN):表示管材在20℃下可長期安全工作的最大壓力,如PN0.6MPa、PN1.0MPa等。
- 標準尺寸比(SDR):定義為公稱外徑與公稱壁厚的比值(SDR = dn / en)。SDR值越小,表示管壁越厚,承壓能力越強。例如,SDR11的管材比SDR17的管壁更厚,承壓更高。PN與SDR存在對應關系,是選擇管材時匹配壓力需求的核心依據(jù)。
二、PE管材的主要加工方法
PE管材的制造以擠出成型工藝為主,核心技術在于對聚乙烯原料的塑化、擠出、定型和冷卻。
- 單螺桿擠出成型:這是最普遍的方法。聚乙烯顆粒經(jīng)料斗加入,在旋轉(zhuǎn)的單螺桿中輸送、壓實、熔融塑化成均勻熔體,最后通過具有環(huán)形縫隙的管模頭擠出,形成管狀型坯。
- 定徑與冷卻:擠出的熱管坯立即進入定徑套,通過真空定徑(常用)或內(nèi)壓定徑法,使其外徑(或內(nèi)徑)穩(wěn)定在精確尺寸,隨后進入噴淋冷卻水槽徹底固化。
- 牽引與切割:冷卻后的管材由履帶式牽引機以恒定速度拉出,確保管材直線度和穩(wěn)定生產(chǎn)。最后按設定長度由切割機自動切割。
- 后續(xù)處理:包括打印標識(規(guī)格、材料、生產(chǎn)日期等)、端口打磨以及通過在線或離線設備進行水壓測試,確保每根管材的密封承壓性能達標。
三、PE管件:連接系統(tǒng)的關鍵
PE管件是構建完整管道網(wǎng)絡不可或缺的部分,主要用于改變流向、連接分支、變徑及封口等。其連接方式?jīng)Q定了系統(tǒng)的可靠性與便捷性。
- 熱熔連接管件:
- 熱熔承插管件:通過專用加熱工具同時加熱管材外壁和管件內(nèi)壁,然后迅速承插、冷卻,形成分子層面的牢固連接,強度不低于管材本身。這是最常用、最可靠的連接方式。
- 熱熔對接管件:主要用于大口徑管材(如dn≥90)的連接。將管材/管件端面加熱后直接加壓對接融合。三通、彎頭等管件本身也常用此法與主管連接。
- 電熔連接管件:管件內(nèi)部預埋電阻絲。施工時,將管材插入管件,通過專用電熔焊機給電阻絲通電加熱,使管件內(nèi)壁與管材外壁熔合。此法對操作空間要求低,受環(huán)境及人為因素影響小,尤其適用于搶修、帶水作業(yè)及狹窄空間安裝。
- 機械連接管件:如PE法蘭頭、PE鋼塑轉(zhuǎn)換接頭、卡壓式管件等。通過金屬法蘭、卡箍等機械方式實現(xiàn)PE管與PE管、或PE管與閥門、鋼管等其他材質(zhì)設備的連接,便于拆卸和維修。
而言,一套完整的PE管道系統(tǒng),需要根據(jù)應用場景的壓力、介質(zhì)和施工條件,科學選擇相應規(guī)格(材料、SDR)的管材,通過成熟穩(wěn)定的擠出工藝生產(chǎn),并配以恰當?shù)臒崛邸㈦娙刍驒C械式管件進行可靠連接,方能發(fā)揮其持久、安全、經(jīng)濟的綜合優(yōu)勢。
如若轉(zhuǎn)載,請注明出處:http://m.plge.com.cn/product/67.html
更新時間:2026-02-23 10:43:51